Dokunma Boyutları Hakkında Her Şey

Dokunma için musluk boyutları hakkında her şeyi bilmek, her zaman bu konuyu oluşturmak zorunda olan herkes için çok yararlıdır. M6 ve M8, M10 ve M12, M16 ve M30 kılavuzlarının standart adımını dikkatlice düşünmeniz gerekir. Ayrıca inç boyutlarını ve matkap bölümünü seçme ilkelerini de incelemeniz gerekecektir.

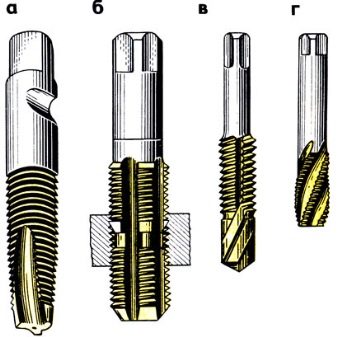
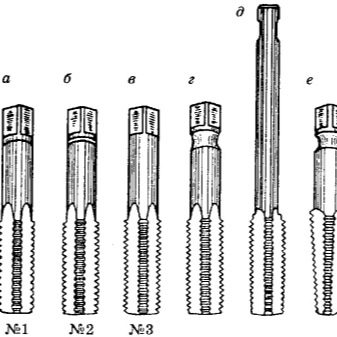
Standart musluk parametreleri
Diş açma için özel markalama ekipmanı açıkça boyutlandırılmıştır. Miktar birkaç yolla ölçülür. Metrik ürünler için bile ana diş indeksi inç ölçeğinde ayarlanır. Bu tür ürünlerin herhangi bir açıklamasında bunu görmek zor değildir. Bu nedenle, M6 kılavuzları için iplik 0,1 cm'lik bir bölümle yapılır Bu durumda, diş açma deliğinin boyutu 4,8 ila 5 mm arasında olabilir.

M6 kategorisi ürünler için tipik temel adım 1,25 mm olacaktır. Ve 8 mm çapında bir ürün için delinmiş geçiş 6,5-6,7 mm'ye ulaşır. Daha küçük yapılar (M5) için, bu boyutların sırasıyla 0,8 mm, 4,1-4,2 mm'ye denk geldiği kabul edilir. Bu modeli büyük bir seri örnekle karşılaştırmak ilginç - M24. Oluk oluşturma adımı 3 mm olacak ve iniş karesi 1,45 cm'ye eşit olarak alınacaktır.
M12 tipi metal markalama cihazı 1,75 mm'yi keser. Delik bölümü 9,9 veya 10 mm olacaktır. Daha küçük M10 için, bu tür göstergeler sırasıyla 1,5, 8,2 ve 8,4 mm'ye eşit olarak alınır (minimum ve maksimum geçiş durumunda).

Bazen M16 musluklar kullanılır. Bu araçlar, minimum 1,35 cm ve maksimum 1,75 cm kanallarla 2 cm aralıklarla iplik çizmenizi sağlar.
Bazı durumlarda 2,5 mm aralıklarla yiv açmak gerekli hale gelir. Ardından M20 kategorisindeki musluklar imdada yetişiyor. Çalışmaları sırasında en az 1,5 cm kesitli geçitler oluşturulur.Diğer bazı işaretleme cihazlarının boyutları ve çalışma parametreleri (santimetre cinsinden) aşağıdaki tabloda gösterilmektedir. Söylenen her şeyin yalnızca metrik dişler için geçerli olduğunu anlamak önemlidir.
|
Tür dizini |
yuva vuruşu |
Kanal bölümü |
|
M7 |
0,1 |
0,595 |
|
M9 |
0,125 |
0,77 |
|
M2 |
0,04 |
0,16 |
|
М4 |
0,07 |
0,33 |
|
M11 |
0,15 |
0,943 |
|
M18 |
0,25 |
1,535 |
|
M22 |
0,25 |
1,935 |
|
M24 |
0,3 |
2,085 |
|
M30 |
0,35 |
2,63 |
|
M33 |
0,35 |
2,93 |
|
M42 |
0,45 |
3,725 |
|
M48 |
0,5 |
4,27 |
|
M60 |
0,55 |
5,42 |
|
M68 |
0,6 |
6,17 |
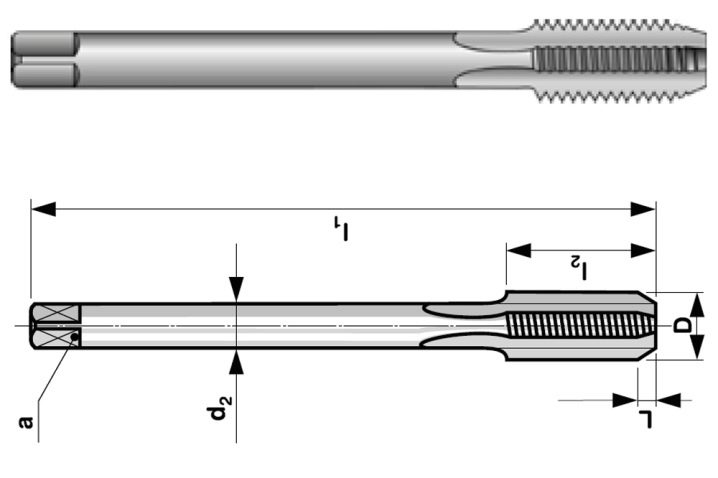
Tipik şaft boyutları da normalleştirilmiştir (milimetre olarak):
- 2.5x2.1 (M1.8'den büyük olmayan kılavuzlar için);
- 2.8x2.1 (M2-M2.5);
- 3.5x2.7 (yalnızca M3 musluklar için);
- 4.5x3.4 (yalnızca M4 ekipmanı işaretlemek için);
- 6x4.9 (M5'ten M8'e dahil);
- 11x9 (M14);
- 12x9 (yalnızca M16);
- 16x12 (sadece M20);
- 20x16 (işaretleyiciler M27).
Ayrıca saplar da var:
- 14x11;
- 22x18;
- 25x20;
- 28x22;
- 32x24;
- 40x32;
- 45x35.

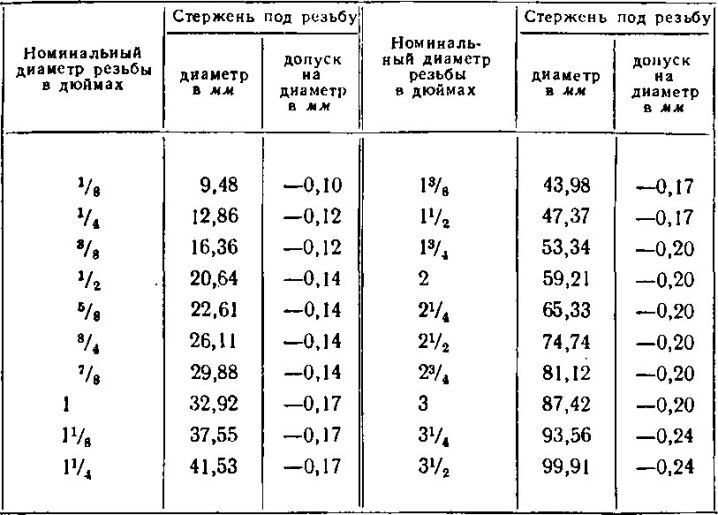
inç boyutları
ABD ve İngiltere'den tedarik edilen ürünler için tipiktirler. Olukların kesiti 3/16 ise, delik kesinlikle 0,36 ila 0,37 cm arasında döşenir.Oldukça popüler 1/4 inç musluklar 5-5.1 mm'lik kanallar yapar ve 3/8 sınıfındaki ürünler için, bu göstergeler sırasıyla 7, 7 ve 7,9 mm olacaktır. Oluk aralığı (milimetre olarak) şuna eşit olacaktır:
- 1,058;
- 1,27;
- 1,588.

1/2 formatı 2.117 mm oluk aralığını varsayar. Bu durumda, 1,05 mm'lik bir geçit döşenir. İnç musluklar 3,175 mm'lik bir adıma sahiptir. Deliğin çapı 2,2 cm'ye ulaşır. En büyük modeller 17/8 kategorisindedir. İplik adımı 5.644 mm'dir ve delik çapı 4.15 cm'ye ulaşacaktır.
Metrik ve inç işaretleme cihazlarının yanı sıra borulardaki delikleri işaretlemek için tasarlanmış olanların da bulunduğuna dikkat edilmelidir. 1/8 inçlik bir alet için, yiv hareketi inç başına 28 diştir. 1/2 derece ise, dişler inç başına 14 tur aralıklarla oluşturulur.
Tüfeğin bölümleri 0,8566 ve 1,8631 cm'ye eşit olacaktır.2 inçlik bir boru kılavuzu inç başına 11 dönüş yapar ve çentik bölümünün 5.656 cm olduğu varsayılır.
Matkap çapı nasıl seçilir?
Bugün deliklerin boyutu, uzak 1973'ün GOST'sine göre belirlenmeye devam ediyor. Bu standart birkaç kez revize edilmiş olmasına rağmen, normları tutarlı bir şekilde ilgili olduklarını doğrulamıştır. Sanayide, enerjide ve diğer alanlarda çalışma açısından hiçbir şey değişmedi. Evrensel yaklaşım, hem demirli hem de demirsiz metallerin işlenmesi için tipiktir. Bir iç dişi kesmek için gereken parametreleri belirlemek için, iniş alanını delerek başlayın.
Bu, çift yarıçapla yapılır. Delme sırasında kanalın gerekli bölümden 0,1-0,2 cm daha dar olduğunu dikkatlice kontrol edin. Aksi takdirde, tam olarak saygı duyulan boyutlarla dönüş yapmak işe yaramaz. Matkap seçimi, ölçüm standardı dikkate alınarak, milimetre veya inç ölçeğinde yapılır. Giriş için iş parçacığı sayısı da dikkate alınmalıdır.
Bir ve aynı dönüş farklı şekillerde belirlenebilir. Profildeki bitişik yan duvarlar arasındaki boşluk ölçülerek kurulur. İlk olarak, 10 iş parçacığı sayılır. Daha sonra aralarındaki milimetre sayısı tahmin edilir ve bu rakam 10 kat azalır. Strok aynı şekilde hesaplanır, ancak zaten bir ipliğin dönüşleriyle hesaplanır.

Kırılgan ve sert alaşımların özellikleri, yumuşak sünek metallerden farklıdır. Bu, genellikle diş çekme için musluk seçen insanlar tarafından unutulur. Bu nedenle, M8 ipliği için yumuşak malzemelerde 6,8 mm'lik bir delik gereklidir. Katı halde - 0,1 mm daha az.
Ayrıca GOST'ta belirlenen çaptaki maksimum sapmaların dikkate alınması ve geleneksel ve talaşsız kılavuzlar arasındaki farka dikkat edilmesi önerilir.















Yorum başarıyla gönderildi.